2021 Technical Paper #5
Risk-Based Inspection for the Ammonia Refrigeration Industry
Author:
Richard (Ric) Hartung Sr. Engineer/Consultant, Process & Safety Solutions LLC
Abstract
The OSHA Process Safety Management (PSM) program and the EPA Risk Management Plan (RMP) rule rely on mechanical integrity to achieve the desired results. In the case of piping and equipment exposed to anhydrous ammonia, the predominate damage mechanism is external corrosion or corrosion under insulation (CUI). Facilities that operate an ammonia refrigeration process must conduct inspections of piping and vessels at least annually. Should any piping or vessel surfaces indicate pitting or metal loss, further examination by non-destructive testing (NDT) is required.
Determining the need for NDT is relatively uncomplicated when there is simple external corrosion that can be seen during the visual inspection. However, in the case where the piping or vessel is insulated, visual inspections has little value other than to indicate higher risk areas that are a result of damage to insulation and/or the vapor barriers. Even when damage to the insulation has occurred, visual inspections provide little value in determining metal loss or potential damage that has occurred to metal surfaces. The typical procedure currently used is to conduct NDT utilizing ultrasonic thickness testing or UT. When it comes to CUI, drilling a 2” hole in the insulation looking for CUI is like finding a needle in a haystack. It is not only costly, it also creates the potential for CUI to occur as a result of the damage inflicted.
When it comes to mechanical integrity of piping and vessels, the ANSI/IIAR 6 Standard for Inspection, Testing, and Maintenance of Closed-Circuit Ammonia Refrigeration Systems allows facilities the option to do either frequency-based or risk-based inspections. Previously, IIAR Bulletin 110 – Guidelines for: Start-Up, Inspection, and Maintenance of Ammonia Mechanical Refrigerating Systems provided only for frequency-based inspections. However, any facility interested in moving from a frequency-based inspection protocol to one that is risk-based should understand that it is not a simple task. This transition requires that historical information first be obtained, collecting relevant and accurate information is crucial to ensuring the effectiveness of a risk-based inspection program.
Nevertheless, the potential benefits of using a risk-based model are compelling: reduced costs, reduced risk, and improved safety. These outcomes are possible because the main focus of a risk-based approach involves more frequent inspection of those items having the greatest potential for risk to safety, health, and business, and inspecting less frequently those areas with lower risk.
Introduction
Risk-based inspection (RBI) can have a significant impact in reducing risk in an ammonia refrigeration facility. However, implementing RBI is not as straightforward as simply deciding to inspect some equipment less frequently just because we perceive it to have less risk of mechanical failure than others. Numerous factors must be considered when developing an RBI program.
Much of the methodology behind RBI can be traced to The American Petroleum Institute (API) and API Publications 580 and 581. Because these publications were developed by API, both 580 and 581 specifically target the application of RBI to the hydrocarbon and chemical process industries. However, since risk does not differentiate between the type of process involved, the concepts found in the document are universally applicable to any process including those in a closed-looped ammonia refrigeration system.
Obviously, there are risks associated with exposure to anhydrous ammonia from a loss of primary containment (LOPC) event. Without an LOPC event, risk of exposure is essentially zero. However, risk increases significantly with any LOPC event no matter how small. For instance, having a small pinhole leak in a hot gas defrost pipeline may have less risk of exposure than the same pinhole leak in a liquid pipeline. But compared to an LOPC event in most other hazardous chemical industries, an LOPC event with exposure in an ammonia process confers less risk of significant personnel injury, up to and including fatality.
There are many aspects to be considered when developing an RBI program that are not fully presented here. This paper presents a high-level overview of the RBI philosophy and the basic concepts that can be utilized and applied to any ammonia refrigeration facility
Benefits of Risk Based Inspection
The benefits for developing an RBI program begin at the asset level. The strategies used in an RBI assessment will typically categorize risks based on their impacts to health, safety, environmental, or the business. Implementing a risk-based inspection program provides the following benefits:
- Overall reduction in risk for the assets evaluated
- An understanding or acceptance of the current risk
- Documentation for maintaining a license or right to operate
RBI helps to extend inspection intervals and reduces the scope of inspections. As part of the assessment, RBI identifies equipment that poses little to no risk. These low-risk assets require low inspection coverage and minimal mitigation because of the acceptable level of risk they pose to safety or operations. Prioritizing resources towards higher risk equipment reduces inspections on non-critical assets and streamlines maintenance resulting in reduced costs. Additionally, because the number of inspections is reduced, the volume of data is proportionally reduced as well, leading to a smaller data set and more accurate information. However, it must be recognized that implementing an RBI program, DOES NOT mean that inspections no longer need to be conducted on low-risk assets, but rather that the inspection frequency of these lower risk assets might be reduced.
Risk Overview and Concept
After a major chemical release or plant fire, public statements often fall along the lines of “If only they would have only implemented or adhered to process safety management (PSM) principles and practices, this would not have happened.” However, this statement suggests a lack of understanding of the purpose and intent of PSM or its desired goals. Even in what many would believe are some of the best implemented PSM programs, there will be process safety incidents. This is because PSM is not intended to “eliminate risks,” but rather to develop policies and procedures to “manage” the risks associated with a highly hazardous chemical(s) (HHC), including those associated with an anhydrous ammonia refrigeration system. It is a noble goal to eliminate incidents altogether, but it is not only impractical, it’s also unrealistic. HHC industries, as noted in the name, carry associated hazards and risks.
Risk is the possibility or the chance for exposure to loss, danger, or injury. Mathematically, risk is the product of the consequence of an event multiplied by the probability of the undesired event occurring.Risk is the assumption an event will occur. The likelihood (probability) of an event and the consequence (severity) can be affected by behaviors or by policies, procedures, and management systems that are put in place. Managing risk is not a simple task, and not all risks are completely manageable.
The magnitude of the risk acceptance should depend largely on a facility’s risk tolerance. Not all facilities have, nor should they have, the same tolerance to risk. Unfortunately, many have adopted the same standardized risk matrix without thoroughly understanding how their tolerance to risk can be different. For instance, an ammonia refrigeration facility located in a remote part of North Dakota and that has only two employees in the facility at any given time will have less risk exposure than if it had 200 employees. Exposure hazards are only one of the consequences that RBI is intended to address. Other consequences include, but not limited to, risk to environment, business interruption, business reputation, employee safety, and community health and safety.
Technical Overview: Risk-Based Inspection
RBI is an asset-integrity management methodology that prioritizes assets for inspection based on associated risks. By focusing inspections on priority assets, RBI maximizes resources by concentrating on equipment or systems with higher risks, while avoiding assets with inconsequential or minimal risk. RBI prioritizes health, safety, environmental, and operational risks, and is a means to rank failure probability and consequence(s). When RBI is used effectively, it assesses items based on the probability of failure (PoF) and the consequence of failure (CoF) and allowing for categorization of each item for inspection priority.
Risk is defined mathematically by the simple equation: Risk = Probability of Failure (PoF) x Consequence of Failure (CoF)).
PoF is the first half of the risk equation used in an RBI methodology. Typically, PoF is expressed in terms of frequency and can be defined as the possibility or likelihood that a specific asset (vessel, piping, or piece of equipment) will fail during a given time frame or during its useful life. A PoF analysis evaluates every known damage or failure mechanism and potential degradation mechanism that may pose a risk to the asset or equipment being evaluated. The CoF analysis estimates failure consequences resulting from a failure mode due to an identified damage mechanism(s).
The purpose of the CoF analysis is to categorize assets based on the potential failure significance. Failure consequences are typically categorized in the three groups discussed earlier: environmental, safety and health (ES&H), and business or economic impacts. In most cases, risk extends beyond the facility boundaries. If the facility or process being evaluated is located in a populated area, the risk of an offsite exposure can increase by orders of magnitude.
All risk has some economic impact whether it is the result of an incident or the cost to address an identified potential hazard. Reducing hazards and/or risks to a level that is as low as practical is often referred to as “as low as reasonably practical” (ALARP). Keep in mind, ALARP is not the same for every facility, because risk is not the same. Addressing and mitigating risk to ALARP should be the goal of every organization or facility. Achieving risk mitigation to ALARP is where RBI can play a significant role.
In general, RBI is designed to increase the inspection frequency of high-risk assets or systems while limiting or minimizing inspections of assets or areas of minimal risk. If risk in some areas of the process is at or near ALARP, more resources can be applied to the higher-risk areas with the goal of moving into the ALARP category while still maintaining the lower-risk areas. ALARP is achieved by reducing the likelihood of a failure through increased inspections, thereby reducing risk of the resulting consequence.
General Overview of a Risk-Based Inspection Program
For the ammonia refrigeration industry, developing an RBI plan can be relatively straightforward. One early decision that must be made is the type of RBI assessment, qualitative or quantitative. Most process industry RBI programs will conduct a semi-quantitative analysis, but most ammonia refrigeration processes are evaluated qualitatively, though they need not, nor should, be.
A qualitative approach is best suited for ammonia refrigeration systems because there is little history available for failure rates of ammonia refrigeration components. However, it is perfectly acceptable to use a quantitative or a semi-quantitative approach using general process industry component failure information. The most accurate RBI evaluations use a quantitative approach, although this approach will consume additional financial resources and employee time. Excellent results can be achieved through the use of a robust qualitative evaluation as well.
Initial Screening/Prioritization
The RBI protocol, as stated previously, can be applied to any process containing an HHC. The amount of rigor applied to the process in many cases has a direct effect on the results or benefits achieved. Most enterprises consist of multiple facilities, often with multiple processes within those facilities. Each facility and/or process may contain higher risks than others based on the HHC involved or from the actual process itself. Therefore, when developing an RBI program, it is best to start by prioritizing by facility, process, or operations within a process.
This initial screening process should include observation of the various process operations or systems within the process that pose the greatest risks to personnel, operations (business continuity), and the environment. along with other factors considered important to the organization or enterprise. The initial screening process may also consider utilities such as steam and cooling water, and facility or process emergency systems. Examples of systems or process(es) in the ammonia refrigeration system that may be at a higher risk priority are those system that have had leaks or releases in the past, have known deficiencies or increased corrosion issues, operate under higher pressures, or require a larger grouping of personnel that could be exposed to an LOPC event.
Operating Boundaries
The next step in developing an RBI program is defining the operating boundaries for each of the systems or process operations selected in the initial screening process. Operating boundaries refer to the “operating” limits of pressure, temperatures, flows, as well as composition of the HHC handled in each operation. Operating boundaries define the magnitude of risk that may be associated with an LOPC event, but in the case of an ammonia refrigeration system they can also define areas of higher risk for CUI. Even though CUI can occur over a broad range of temperatures (–10°F-250°F) the greatest potential and most severe environment for this damage is between 120°F-200°F or where the temperature cycles between –10°F and 120°F. Therefore, in order to properly evaluate risk, understanding and documenting the operating boundaries for each system or process is crucial.
Data Collection
Data collection for each system or operation includes the type of equipment involved; material of construction; HHC inventory; the chemical composition of the HHC in the system or equipment; the normal operating conditions; and what, if any, relevant safety or detection systems are installed. Material of construction details should include insulation type, coatings applied (paint, gels, etc.), cladding, or cathodic protection, not only for the equipment itself but also for any auxiliary installations. This documentation is vital when developing a robust and effective RBI program because these parameters can and do have direct effect on damage mechanisms, including rates and severity.
Another aspect to be considered during data collection is documenting locations of the equipment being considered. For example, a piping system under consideration for RBI may be partially installed next to a cooling water tower or evaporative condenser. The overspray from these nearby systems can and often do result in significant damage to process equipment and must be fully incorporated in any evaluation.
Damage Mechanisms
The petrochemical, oil, and gas industries have developed a number of resources that can be used to assist in determining common damage mechanisms in those specific industries. The ammonia refrigeration industry has a limited amount of data in this regard, mainly due to the fact that not all systems are consistently installed with the same attention to quality, and that refrigeration systems are used in applications ranging from cold storage to food production.
Nevertheless, no matter how the refrigeration is utilized, each system has the same damage mechanisms: corrosion, cracking, and mechanical and metallurgical damage. It is up to those developing the RBI program to determine the most credible damage mechanism(s) for each system. For example, it’s generally understood within the ammonia refrigeration industry that internal corrosion is not a credible damage mechanism, but external corrosion, including CUI and generalized corrosion, is. The same can be said for cracking caused by stress or chloride, but this will be dependent on materials of construction, operating conditions, and surrounding environment.
When determining damage mechanisms, the evaluation must account for operations such as clean-in-place (CIP), hot and moist environment, treated water overspray, cyclical operations (hot and cold), changes in composition, and overall installation of equipment. Careful thought must be given to the potential for accumulated damage, where the damage caused by one mechanism induces damage to a different mechanism, which then takes over as the dominant cause of additional damage.
One of the most common modes of failure in vessels and piping exposed to ammonia would be external corrosion, which may be caused by exposure of uninsulated piping to environment (weather), cooling tower overspray, harsh chemicals from CIP or cleaning, or any number of other factors. For insulated vessels and piping, one of the main modes of failure is CUI, but there can also be ingress from harsh chemicals in some situations as well. Institutional knowledge should guide RBI evaluations, as should the experiences of industry colleagues. By applying failure mechanism information from one facility to the other, risk is reduced. If this same knowledge can be shared throughout the industry, process safety incidents can be further reduced.
Failure Modes
Once the credible scenarios have been identified, associated failure modes should be identified as well. For example, corrosion and CUI in ammonia refrigeration systems typically lead to local thinning and a pinhole leaks. On the other hand, cracking could lead to a through-wall leak or catastrophic failure of pressure-containing equipment and systems. Most failure modes are at the pinhole-leak level, but they can rapidly progress to moderate and large leaks, rupture (ductile), or brittle fracture. Keep in mind that for the ammonia refrigeration industry, brittle fracture is a possible failure mode.
Evaluating Probability of Failure (PoF)
The probability analysis of an RBI program is performed to estimate the probability of a specific adverse consequence resulting from a loss of containment caused by a damage mechanism. The probability analysis should address all damage mechanisms for the equipment of process being studied. It should also consider other causes of loss of containment including seismic activity, weather extremes, overpressure due to pressure relief device failure, operator error, incorrect material of construction changes, design errors, and sabotage. These additional causes must be considered since they may have an impact on the PoF and may be, though not typically, included in the PoF analysis.
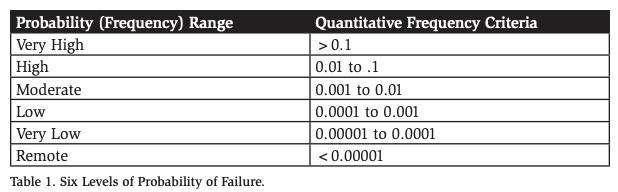
For the ammonia refrigeration industry, the probability assessment will likely be “qualitative.” However, a table of PoF levels is still helpful for understanding the probability or frequency of failure, as shown in Table 1. In the qualitative analysis, frequencies will be expressed as Remote, Very Low, Low, Moderate, High, and Very High. Table 1 also depicts the values that may be used in any quantitative analysis and a value such as <.0001, would be expressed as “less than once every 1,000 years.” In a qualitative analysis, determining the frequency of an LOPC event from damage mechanisms requires engineering judgement. The two main considerations for an engineer in determining frequency are the damage mechanism rate of deterioration and the effectiveness of the current inspection program in identifying and detecting damage.
Consequence Analysis
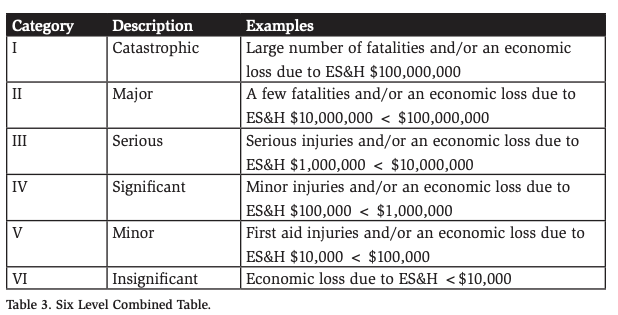
Just as for probability of failure, an analysis must also be conducted for the consequence of failure (CoF). There can be more than one consequence of failure, but all consequences will have some level of risk that must be evaluated. Typically, a table can be created that takes into account a single consequence category for business or economic losses, as shown in Table 2, or as a combination of all loss events including those involving environmental, safety and health, as well as the economic losses outlined in Table 3. The combined categories are the most frequently used, though serious consideration should be taken as to how each category is determined.

Establishing Acceptable Risk
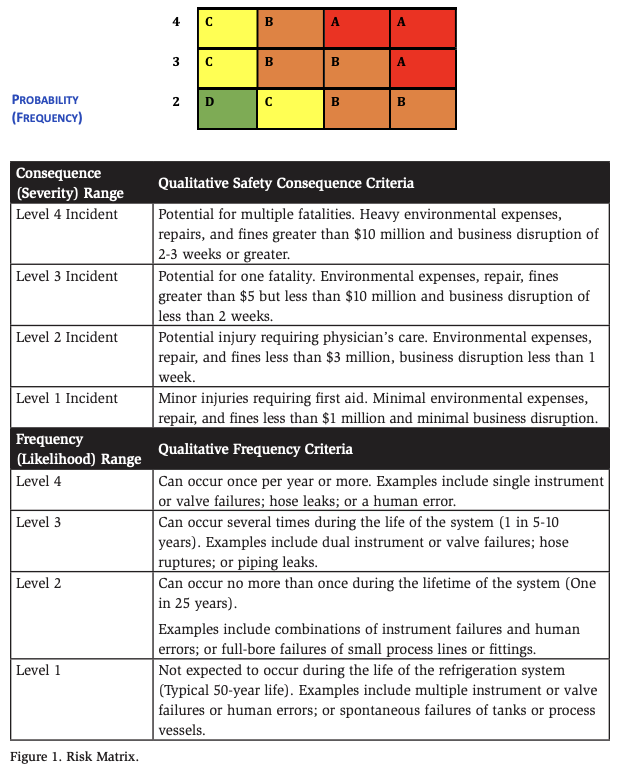
A qualitative risk matrix for PoF and CoF is commonly used in ammonia refrigeration PSM programs during a process hazard analysis. This same risk matrix may also be utilized when developing RBI programs. After determining the PoF and the CoF for a specific damage mechanism of a system or component, what remains is the “residual” risk based on the matrix, as shown in Figure 1. The goal, as stated earlier, is to reduce risk to the ALARP level, which would be accomplished through increased inspections and the use of even more robust or effective inspection protocols and tools that utilize technologies to achieve the desired outcomes for the needed inspections.
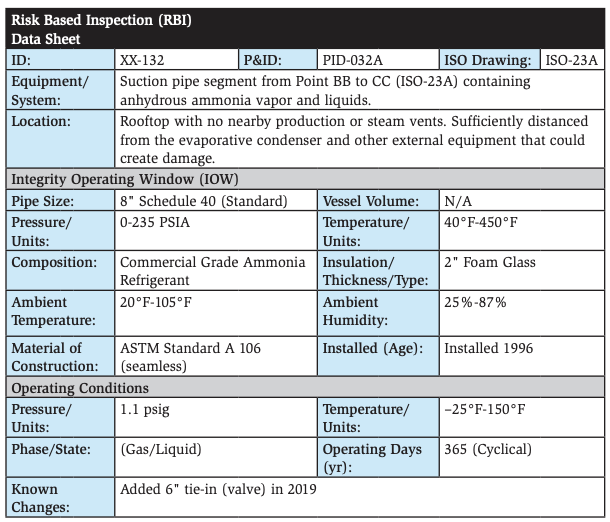
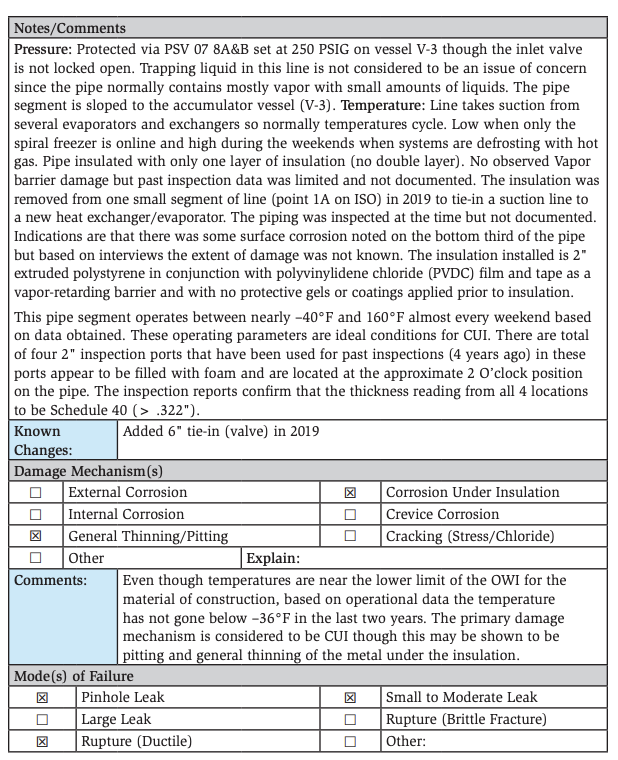
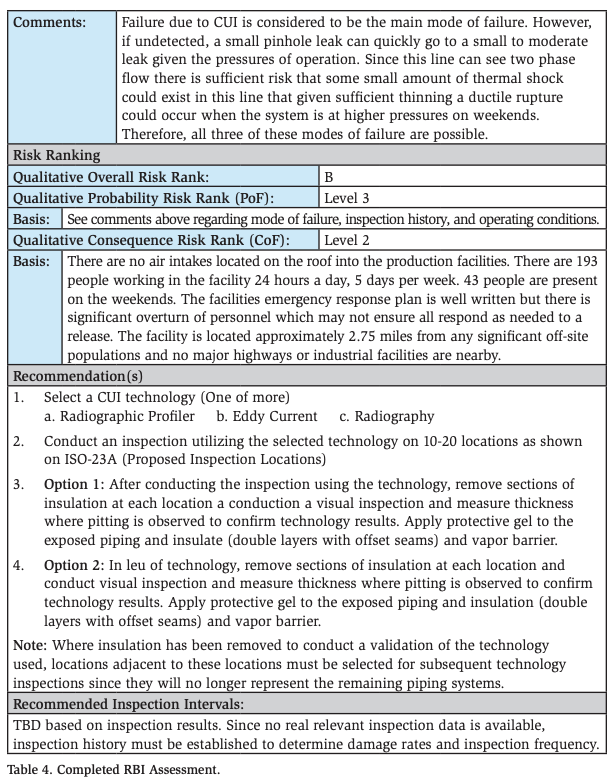
Completed Example
Table 4 contains an example of an RBI assessment applied to a section of an ammonia refrigeration system suction piping. The example provides an overview of how a riskbased inspection can be applied and the parameters that will typically drive inspection frequencies within an ammonia refrigeration system. Information or data collection on the operational aspects and the use of the proper inspection tools will provide the documentation needed to make the proper inspection frequency determinations, and they are the keys to a successful RBI program and managing overall risk.
Conclusion
When implemented appropriately, an RBI program provides numerous advantages for the ammonia refrigeration industry by focusing resources and utilizing industry knowledge to ensure inspections are appropriate to the risk and damage mechanisms present. The ammonia refrigeration industry would benefit from advances in risk evaluation, and an upgrade to current methods for evaluating damage mechanisms would be even more valuable in the long run. Development of historical data, especially methods for detecting and addressing relevant damage mechanisms, will reduce risk and costs in general. And while not the primary goal, RBI also reduces maintenance costs by more efficiently allocating inspection resources on high-risk equipment or process components, improves safety through better understanding of risks, and maintains business operations by focusing on risks that threaten critical processes and infrastructure.
References
American Petroleum Institute. 2016. “API Recommended Practice 580: Risk-based Inspection, 3rd ed.” API: Washington, DC.
American Petroleum Institute. 2020. “API Recommended Practice 581: Risk-Based Inspection Methodology, Third Edition, Includes Addendum 1 (2019) and Addendum 2 (2020).” API: Washington, DC.
International Institute for Ammonia Refrigeration. 2007. “Bulletin 108 – Guidelines for: Start-up, Inspection and Maintenance of Ammonia Mechanical Refrigerating Systems.” IIAR: Alexandria, VA. International Institute for Ammonia Refrigeration. 2019. ANSI/IIAR 6-2019 “Standard for Inspection, Testing, and Maintenance of Safe Closed-Circuit Ammonia Refrigeration Systems.” IIAR: Alexandria, VA.
International Institute for Ammonia Refrigeration. 2019. ANSI/IIAR 6-2019 “Standard for Inspection, Testing, and Maintenance of Safe Closed-Circuit Ammonia Refrigeration Systems.” IIAR: Alexandria, VA.