2026 Tech Paper: Reducing Peak Energy Use with Adaptive Parabolic Control Algorithm in Your Refrigeration Loop
Author:
Douglas McCallum McCallum Value Partners, LLC
Abstract
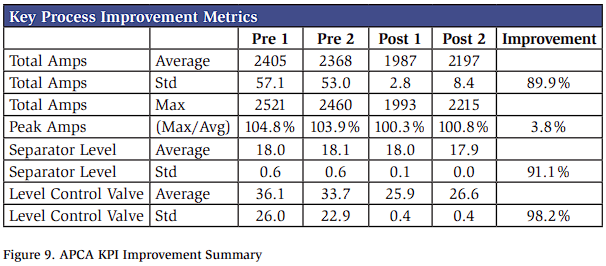
The Adaptive Parabolic Control Algorithm (APCA) is a PID replacement algorithm that performs well with nonlinear level controllers, noisy level indicators, and systems that require a rapid response to load changes but a slower response for unit optimization. The APCA reduced compressor amp standard deviation by 90%, resulting in improved energy efficiency and a 4% decrease in peak energy consumption. This significantly enhanced the system’s stability, enabling it to support additional factory capabilities. After its successful implementation, this method was adopted in other similar systems, such as hot-oil systems. This paper describes the system to which the APCA was applied, the solution, and the results.
The Problem
Figure 1 (below) illustrates a refrigeration loop where controlling the level in the separator is crucial for the mechanical safety of the compressors and pumps. These systems have changing evaporator demands, leading to significant disturbances that the control loop must respond to. Most traditional proportional–integral–derivative (PID) loops are tuned aggressively for safety, leading to suction pressure variability, which, in turn, causes variations in compressor speed, ultimately resulting in reduced optimization capacity.
When the level control valve opens, it increases the flow of NH3 to the separator while reducing the pressure drop across the valve, thereby heating the separator and increasing the suction pressure. This suction pressure increase is counteracted by increasing the revolutions per minute (RPM) of the compressor. Therefore, minimizing the movement of the level control valve is critical for stabilizing the compressor’s RPM and reducing overall energy consumption.
Conversely, the load to the evaporators can change from 0% to 100% in minutes. The level controller must ensure a minimum level to prevent pump cavitation and damage. This level must also be maintained within a reasonable range to prevent liquid carryover into the refrigeration compressors. This usually necessitates aggressive tuning on the level controller, with safety prioritized over optimal performance.
Typically, aggressive PID tuning uses high-gain and low-reset tuning parameters, which cause the valve to switch from fully open to fully closed within a few seconds. This ensures protection for rotating equipment, but it can also wear out the valve and make optimization impossible.
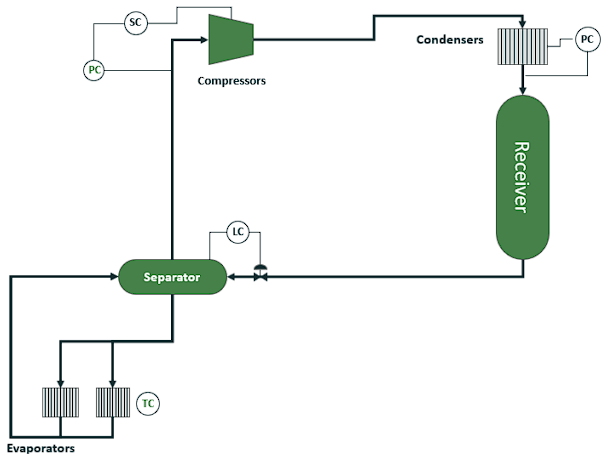
Figure 1. Refrigeration Loop
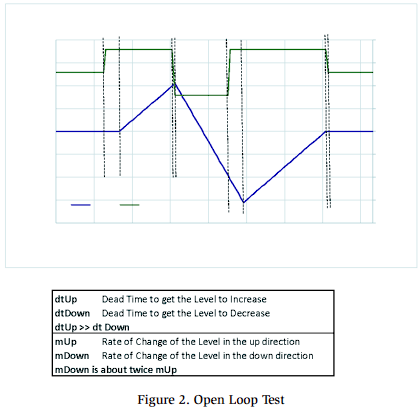
Another unique characteristic of this closed system is its non-linear behavior, as shown in Figure 2, which makes traditional tuning techniques ineffective. The slopes of the up and down level changes (mUp and mDown) are different, as are their corresponding dead times (dtUp and dtDown). The internal model control (or Lambda) and Ziegler–Nichols tuning methods were tested; however, neither improved the performance over the original control algorithm. Several modified versions were attempted, yielding modest improvements in control.
Example:
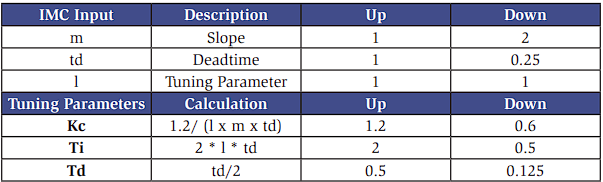
The tuning parameters differed significantly due to the system’s nonlinearity, and it was still necessary for the loops to consider equipment protection during rapid load changes.
The Solution
To address the issues described above, the Adaptive Parabolic Control Algorithm (APCA), a PID replacement algorithm, is proposed. This method effectively manages non-linear level controllers, noisy level indicators, and systems requiring rapid response to load changes while maintaining a slower response for unit optimization. In this approach, a parabolic factor is applied to the control output, keeping the controller output very small during periods of low error but increasing exponentially as the error grows. Thus, the APCA reacts quickly when needed and slowly the rest of the time, allowing stable operation while respecting mechanical safety limits. The APCA method can be configured for a wide range of integrating loops.
This approach has several tuning parameters, similar to gain, reset, and derivative for a traditional PID loop. These include:
- Cone – safe operating range
- Parabolic Factor – how fast or slow the control action is performed
- Adaptive Time – length of time to determine the optimum point
More information on the specifics of the APCA method can be provided with an appropriate Non-Disclosure Agreement in place.
Evaluation of APCA Performance
To evaluate the APCA model’s performance, four one-hour time intervals were chosen, including two before and two after APCA implementation. All intervals occurred during stable operation, with consistent line load and other conditions that would require the system to respond rapidly. This configuration was chosen to ensure a robust, like-with-like comparison over a sufficiently long period for plant optimization (the valved cycled roughly every 8 minutes). The following figures show the trends in four key parameters plotted at a consistent scale, along with relevant statistics:
- Suction Pressure
- Total Amps
- Separator Level
- Separator Level Control Valve
Performance Before APCA Implementation
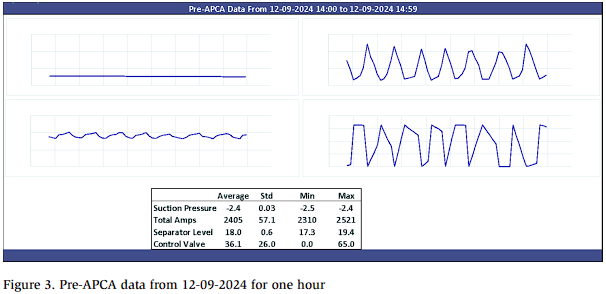

In the tests without APCA control (Figures 3 and 4), the compressor suction pressure was controlled relatively well. However, the total amps exhibited significant variability during pressure control, reducing the equipment’s long-term reliability. The level control valve varied between its low limit of 0% and its maximum limit of 65%, resulting in increased valve wear and tear. The level remained within one inch of its set point. These outcomes represent a typical example of aggressive tuning.
Performance After APCA Implementation

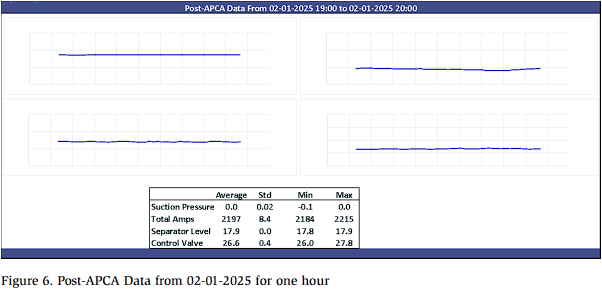
Figures 5 and 6 are plotted on the same scale as the pre-APCA charts (Figures 3 and 4). After APCA implementation, the suction pressure remained stable (i.e., its variability did not increase over the pre-APCA values), and over an extended time period, the standard deviation of the suction pressure decreased significantly. Remarkably, the total amps’ standard deviation dropped by 90%. The separator level and its control valve also remain extremely stable throughout the tests, as shown by the near-horizontal lines in the charts above.
Comparative Performance During Load Changes
Pre-APCA
The aggressive PID loop tuning provided adequate protection for the compressors and pumps during load changing (Figure 7).
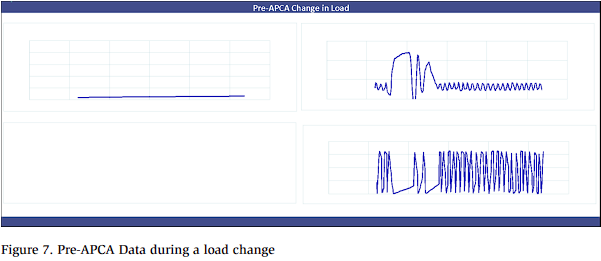
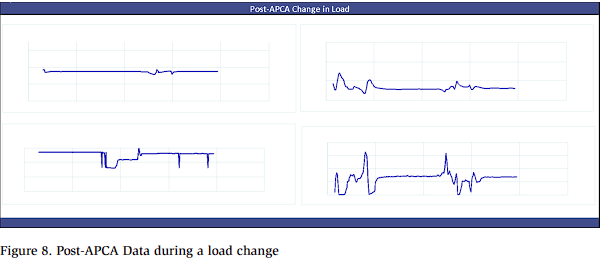
Post-APCA
The APCA approach performed improved separator level control during load changes, thus enhancing the system’s overall safety. During load disruptions, with the APCA method in place, the separator level never exceeded 4+ inches, whereas the level values under the original control strategy would have exceeded 9+ inches. In this system, the dead time from load change to impact is ~20–30 minutes.
Conclusions
The proposed APCA method demonstrated significant operational improvements (90% reduction in compressor variability), resulting in energy savings and a 3.8% reduction in peak power draw. The implementation of this approach enabled the factory to realize additional capabilities immediately. This project was completed in less than a week.