2026 White Paper: Key Strategies to Maintain Food Manufacturing Operations During Facility Retrofits
Author:
Josh Schaffer, MBA, PE, P.Eng., Senior Mechanical Engineer, Burns & McDonnell
Abstract
This paper examines the growing demand for retrofitting in the food and beverage industry, driven by the introduction of new products to the market, regulatory shifts, sustainability goals, and operational modernization. It identifies the key challenges of retrofitting an active production facility and offers a framework that emphasizes pre-retrofit assessment, technical and safety considerations, and financial and market factors that are essential for project success.
Introduction
The retrofitting of operating food and beverage (F&B) production facilities is a well-established practice in the industry, often known as a “brownfield” project. In contrast, the construction of an entirely new facility is typically referred to as a “greenfield” project. This paper focuses on brownfield or retrofit projects and examines the challenges faced by facility owners when undertaking these projects.
The leveraging of existing facilities is not without its challenges; although expanding an existing facility may seem like a straightforward option, it often involves hidden risks and higher costs due to legacy conditions as well as other complexities. For example, existing structures and facility constraints may restrict opportunities to optimize process layouts or integrate advanced technologies, while older facilities may require significant upgrades or environmental remediation, leading to unexpected expenses. Achieving compliance with current regulatory standards can be complex and costly for older buildings, while limitations in site circulation can affect the flow of materials and personnel, thereby reducing the overall operational efficiency. (Burns & McDonnell, n. d.).
The motivations for retrofitting are diverse and may include increasing production capacity, adding new product lines, replacing obsolete equipment, or consolidating operations. Recent developments in the current F&B market introduce additional drivers, such as stricter environmental regulations, aggressive sustainability targets, advancements in automation, and heightened regulatory compliance requirements. This paper provides a framework for navigating these increasingly complex conditions. Rather than presenting a step-by-step guide, this paper adopts a holistic approach that highlights the importance of early facility assessment, recognizes the technical and operational challenges of retrofitting an active plant, and considers the financial, logistical, and market forces that could influence each project.
Industrial refrigeration systems—particularly in the protein, frozen-prepared, and dairy sectors—are at the forefront of this evolution in the industry. This paper aims to equip stakeholders across the industry, including facility owners, design engineers, contractors, and equipment manufacturers, with the insight needed to support the planning and execution of safe, efficient, and forward-looking retrofit projects.
Prior to initiating design activities, a comprehensive assessment of the existing conditions must be conducted. This foundational step precedes even a feasibility study and serves as the baseline for all subsequent design, cost, and operational decisions.
Pre-Retrofit Assessment (Laying the Groundwork)
F&B businesses require objective, data-driven insights to evaluate the investment benefits of retrofitting an existing facility against initiating a greenfield project. A comprehensive assessment of the existing facility can provide critical information needed to make this decision. Prior to initiating design or construction activities, a thorough evaluation of the current state of the facility should be conducted. This phase, which should precede even a formal feasibility study, serves as the foundation for a successful project. It represents the first step in identifying potential pitfalls and opportunities. A comprehensive facility assessment or audit requires owners to engage with a trusted partner or partners that are capable of performing a robust assessment.
Depending on the scope of a brownfield facility project, a technical system audit may be required; this is an assessment that demands the involvement of mechanical system and refrigeration specialists. The assessment serves as an opportunity to conduct a detailed evaluation of the existing utility and refrigeration systems, and tends to involve, but is not limited to, the following activities:
- Collection of Process and Instrumentation Diagrams (P&IDs) for the refrigeration
system.- Comparison of current P&IDs with actual as-built plant conditions frequently
reveals undocumented modifications implemented over time.
- Comparison of current P&IDs with actual as-built plant conditions frequently
- Compile equipment lists.
- Collect mass and energy balance data.
- Gather and analyze compressor run logs and utility bills.
- Used to benchmark current energy consumption and evaluate the diversity of
the system.
- Used to benchmark current energy consumption and evaluate the diversity of
- Identify preexisting issues and concerns.
- Common issues include humidity and temperature control deficiencies.
- This allows the assessment to focus on specific rooms or areas that are known
to be problematic.
The assessment should also evaluate the building infrastructure supporting the refrigeration system. Modern techniques such as 3D laser scanning can capture highly accurate as-built conditions of crowded machinery rooms, congested roofs, and processing spaces, reducing uncertainties during the eventual design phase. Additional considerations related to facility scanning are discussed in a later section of this paper.
Beyond the evaluation of mechanical utilities and refrigeration systems, other facility components should be assessed depending on the overall project scope, including the following:
- Electrical service:
- This evaluation must also confirm that the existing electrical infrastructure can accommodate new, potentially larger equipment loads; this tends to be a frequently overlooked detail that can lead to high, unanticipated costs.
- Structural integrity:
- For example, an evaluation of the structural integrity of roofs that are intended to support new equipment and piping, as well as the condition of concrete floors beneath a heavy spiral freezer. These are critical data points that can help accurately identify the true scope of the project.
Project goals must be clearly defined and aligned with the strategic objectives of the business, which may include the introduction of a new product line, increased throughput, compliance, or improved sustainability. The assessment serves as an early discovery process that documents the status of the building’s infrastructure.
The activities that follow the facility assessment include feasibility and conceptual studies. The focus of these activities will be informed by the findings of the assessment. Ultimately, these studies will outline the scope of the project, schedules, and cost estimates with varying degrees of accuracy. An initial return on investment (ROI) analysis can be conducted to evaluate project costs against the benefits of the project as well as its alignment with the objectives of the business.
By adopting this holistic view, the project team gains a clear, data-driven understanding of the strengths and weaknesses of the facility as well as the true scope of work required to meet business objectives. This detailed assessment provides a realistic evaluation of the project challenges, allowing teams to effectively anticipate and address the challenges associated with retrofitting operating facilities.
Key Challenges in Retrofitting Operating Facilities
Operational and Logistical Hurdles
Minimizing Downtime
Executing a retrofit within an active plant can be likened to performing surgery on a moving target. Construction must be carefully coordinated around production schedules, and the project must be broken down into achievable segments during planned shutdowns, sanitation shifts, or in low-demand windows. Coordination across design, construction, and facility management is essential to avoid costly delays. All parties must be aware of and discuss the necessity of shutting down production lines and/or utility systems during a facility retrofit. Early alignment on the scope of work, division of responsibilities, and a mutually agreed upon project schedule is critical. Once the full project scope and responsibilities have been determined, a schedule can be developed that highlights the critical milestones that will drive the project.
The flexibility of an operating facility with regard to its ability to pause production will vary significantly depending on the market it serves. Some facilities operate continuously across two or three production shifts, with only a quick sanitation window, while others have long seasonal shutdowns. Regardless of the operational cadence, the owner’s outage schedule must be compared with the project schedule to identify critical outage windows in which the project can be executed. Figure 1 presents an example of a project outage schedule. To maintain project confidentiality, specific project details have been omitted. The schedule shows several key elements, including the mobilization of the construction teams, production outage windows, and the associated activities during those windows, commissioning activities, and the anticipated number of full-time employees (FTEs) required for each activity.
A core strategy for minimizing operational downtime involves aligning the construction schedule directly with the facility’s operational calendar, utilizing planned production shutdowns as critical windows for invasive construction work. As illustrated in the example schedule, retrofit projects are generally broken into phases with distinct tasks that can be performed during that period of production, including material staging, prefabrication, and work in isolated zones created by temporary walls. In contrast, critical tasks, such as final system tie-ins, demand a full facility shutdown and Lockout/Tagout (LOTO) procedures. The careful planning of this sequence is vital; construction documents must detail the specific work planned for each shutdown, as missing a single window can cause weeks or months of delay, potentially jeopardizing the timeline of the entire project.
Maintaining Food Safety and Product Integrity
Construction activities can introduce risks to good manufacturing practices (GMP), including:
- Dust and debris.
- Increased personnel and construction vehicle traffic.
- Potential airborne contaminants.
- Elevated room temperatures.
- Increased condensation.
A strong degree of coordination is required to protect GMP; indeed, mitigation strategies often extend well beyond basic plastic barriers. Key protective measures include:
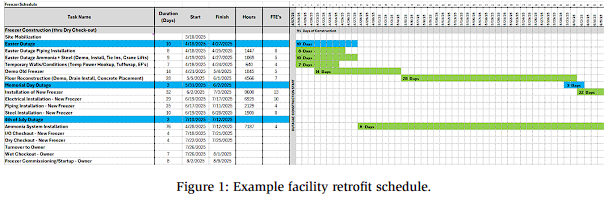
- Construction of sealed, robust temporary walls.
- The temporary wall and tunnel illustrated in Figure 2 consisted of an 8 ft (2.4 m) tall metal stud wall sealed with caulking between the wall and the floor. Tuff Wrap was used to create a tunnel for construction traffic, allowing the facility to fully wash down and sanitize their process area on the other side of the stud wall.
- The Tuff Wrap area presented in Figure 3 was an active construction zone within yet separate from the operating facility.
- Implementation of negative air pressure within construction zones to contain dust and fumes.
- Maintaining negative air pressure relative to the operating facility areas may require the implementation of temporary HVAC systems. Figure 4 illustrates an example of a facility that did not account for that air balance: Tuff Wrap can be clearly seen being deflected in the wrong direction. In other words, the operating process space was under negative pressure relative to the positively pressurized construction area.

A comprehensive life-safety and contamination control plan is essential for preventing cross-contamination between construction zones and active food processing areas.
This plan should address the following:
- Separate entrances and exits for construction personnel.
- Clearly defined, controlled pathways for workers and materials.
- The implementation of rigorous cleaning and sanitation protocols.
Protecting Product Temperatures During Refrigeration System Modifications
One of the most critical tasks for refrigeration professionals is ensuring that product temperatures never become compromised. When a portion of the refrigeration system must be taken offline, the project plan should incorporate strategies to maintain temperature control. These strategies should include the following:
- Leveraging excess cooling capacity from adjacent units.
- Deploying temporary rental refrigeration equipment.
- Scheduling construction work during periods of reduced product load.
- Preemptively reducing product temperatures so that any temporary increase does not impact food safety or quality.
- Establishing detailed monitoring procedures for both air and product temperatures.
If a temporary cooling system is the chosen strategy for maintaining facility or product temperatures, several additional considerations must be taken into account:
- Selection of components for the temporary cooling system
The “rental equipment” for temporary cooling typically consists of an interconnected system of components. Equipment selection depends on the specific temperature requirements and the size of the space being protected.
- Primary cooling source: This typically involves trailer-mounted air-cooled chillers. These units produce a secondary coolant (typically a propylene glycolwater mixture) that can be pumped into the facility. For larger loads or longer durations, multiple chillers may be required.
- Air handling and distribution: Rental air handling units (AHUs) or smaller “air handlers” are installed inside or adjacent to the refrigerated space. These units contain a cooling coil through which the chilled glycol is pumped as well as a fan that blows air across the coil, delivering cold air into the room.
- Pumping system: A rental pump skid is required to circulate the glycol between the external chillers and the internal AHUs.
- Power infrastructure: The electrical demands of this equipment can be substantial, and most facilities lack the spare capacity required. Therefore, the plan may require rental diesel generators and a temporary distribution panel to power the chillers, pumps, and AHUs.
- Ancillary materials and installation
The connection of this system requires a significant amount of supporting material that must be planned for.- Piping and hoses: Large-diameter, high-pressure flexible hoses are used to connect the chiller units to the pump skids and the internal AHUs. These must be carefully routed to avoid creating trip hazards or obstructing normal plant traffic.
- Ductwork: Temporary flexible or rigid ductwork is often used to provide effective air distribution by directing cold air from the AHU outlets to specific “hot spots” within the room.
- Electrical Cabling: Heavy-gauge power cables are required to connect the temporary power distribution/generators to all rental equipment. Proper cable routing and protection via cable ramps is an essential safety consideration.
- Lead times, logistics, and planning
These elements are often the most underestimated aspects of the temporary cooling plan.- Long lead times: The availability of large-capacity rental chillers and generators is limited. For planned shutdowns during peak seasons, such as summer, equipment must be reserved months in advance. Failure to secure equipment early is a frequent cause of project delays.
- Site logistics: The physical placement of trailer-mounted chillers and generators requires a significant amount of laydown space, often in a loading dock area or parking lot. Planning must account for crane access for equipment placement as well as a clear, safe route for temporary hoses and cables.
- Fuel and maintenance: If using rental generators, a contract for regular diesel refueling is necessary to ensure uninterrupted operation throughout the shutdown period.
Training and Knowledge Transfer
The success of a retrofit project is not measured at the end of construction; it is measured months and years later by how effectively the facility’s teams can operate and maintain the new system. Achieving a seamless transfer of ownership is a critical project objective that requires a deliberate and structured approach. The reality of any operating plant is that the maintenance and operations staff are primarily focused on the daily demands of production. Expecting these teams to learn a complex new system by simply observing contractors while still performing their existing duties is both impractical and unfair. This approach can lead to new systems becoming underutilized or improperly maintained simply because the frontline team was never given the opportunity to take true ownership of the system.
To mitigate this risk, the project plan must include a formal Commissioning and Training phase that serves as a dedicated bridge between the construction team and the facility staff. Ideally, this phase should be led by either a Lead Design Engineer or a specialized Commissioning Agent (CxA). This individual should be uniquely qualified to lead the knowledge transfer since they understand the design intent behind the system, have overseen the installation, and can translate complex technical details into practical, operational guidance for the facility staff. This individual should act as the designated trainer and facilitator, ensuring that nothing is lost during the handover process.
Indeed, this handover procedure should be a multifaceted effort rather than a single event. It involves the transition from theoretical knowledge to practical, hands-on application in a controlled environment. Key activities in this phase include:
- Structured classroom training: Reviewing the updated P&IDs, control sequences, and standard operating procedures (SOPs).
- Hands-on system walk-downs: Physically tracing process lines and identifying all major components, valves, sensors, and safety controls in the field with an engineering professional.
- Supervised operational training: Actively running the new system—including startups, shutdowns, and simulated emergency procedures—under the direct guidance of the commissioning lead.
- Formal documentation handover: A final session to present the complete, asbuilt documentation package, including all manuals, updated PSM/RMP program elements, and maintenance schedules.
By investing in this structured process, the facility team is not just simply handed a new piece of equipment; they are empowered with the confidence and competence to assume full ownership immediately upon completing the handover process, ensuring that the full value of the retrofit investment is realized over the long term.
Technical and Engineering Complexities
The engineering challenges associated with retrofit projects are due to their unique set of technical obstacles. Some common challenges include:
- Outdated facility infrastructure and utility documentation
- Years of facility expansions
- Multi-level structures, including interstitial spaces and mezzanines
Addressing these challenges requires the implementation of a combination of modern tools, such as 3D laser scanning and modeling. In addition, comprehensive knowledge of the system and compliance with safety regulations are necessary. For design engineers, PSM coordinators, and contractors in the industrial refrigeration industry, effectively navigating these complexities is crucial to achieving a safe and successful brownfield project.
The Critical Role of 3D Laser Scanning
A fundamental challenge in retrofit engineering involves working from an incomplete or inaccurate understanding of existing facility conditions. One method that has proven to be valuable is the documentation of existing conditions via 3D laser scanning.
Key considerations associated with 3D scanning include:
Benefits:
- Captures data quickly and safely with a high degree of accuracy, while also being nonintrusive.
- Improves project planning.
- Improves collaboration between architects, engineers, contractors, manufacturers, and owners.
Drawbacks:
- Scanning takes some time, which may increase project costs. Consequently, the scope and target areas assigned for scanning must be agreed upon and accounted for in the project budget.
- Effective utilization of scan data may require substantial data storage capacity and processing.
Scanning is particularly useful in brownfield projects. If the project scope involves the construction of entirely new expansions, then scanning provides limited value. A common misconception of scanning is that it saves time, but this is not necessarily true. The primary advantage of scanning is the creation of a dimensionally accurate model of the project area. This allows engineers and designers to be more confident and eliminates some of the uncertainties that are inherent in routing pipes or ductwork, as well as the placement of equipment in congested spaces. This model allows for procedures such as clash detection, which involves identifying conflicts between new refrigeration piping, existing structural steel, and other systems during the design phase.
Resolving these clashes in a digital model can prevent costly and time-consuming field modifications. As the saying commonly goes, “Spend a dollar in engineering to save ten in construction.” The accuracy of the model allows for the prefabrication of complex valve stations, pipe runs off-site, and equipment skids, among others; this dramatically reduces on-site welding time, minimizes disruption, and improves safety within the operating facility. As stated by Burns and McDonnell (2022):
Incurring a single interference during an outage requires engagement of the engineering team while construction stalls, resulting in both financial and schedule impacts. These costs greatly surpass the minimal costs of the laser scan.
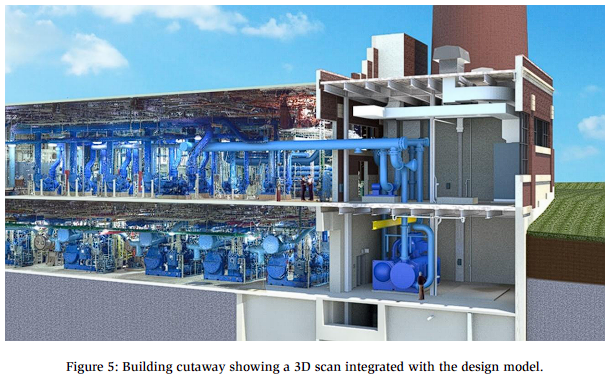
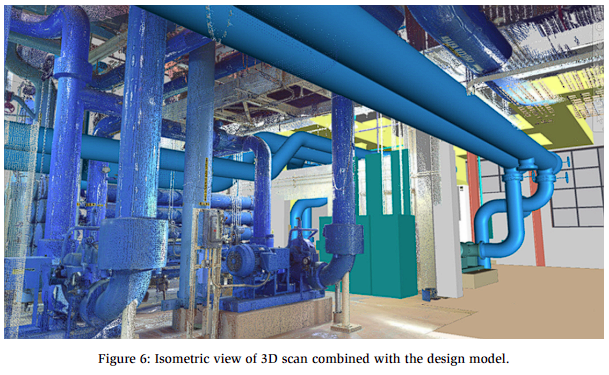
In addition to providing an accurate 3D spatial representation of a facility, highresolution panoramic images can serve as a powerful tool for team collaboration. The images presented in Figures 5 and 6 show how the scan data can be seamlessly integrated into the design process of a building and utility infrastructure expansion. However, one of the primary challenges of 3D laser scanning is the massive volume of point cloud data required to reflect the as-built conditions. Processing, registering, and converting this data into 3D models requires a significant amount of data storage and high-performance computing power. While technology providers are beginning to develop AI-driven cloud solutions to address these challenges, it is essential to plan for the necessary infrastructure. While most projects benefit from 3D scanning, its successful implementation depends on understanding the resources required to effectively utilize point cloud data.
Conquering Refrigeration Tie-In Procedures
The tie-in procedure establishes the foundation for connecting the new equipment and piping into a live legacy system. These procedures can present a significant technical and safety risk that must be carefully planned.
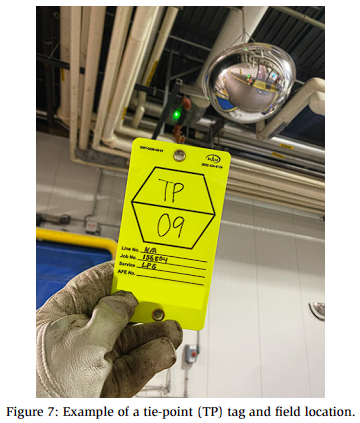
Planning and Verification
- The process should begin with thorough field verification to:
- Confirm actual line sizes and insulation thickness and type, if applicable.
- Validate conditions against often outdated P&IDs.
- Physically install a tie-point (TP) tag (Figure 7).
- Mechanical integrity at the proposed tie-in location must be evaluated, including:
- Removing insulation and jacketing at the tie-in point.
- Confirming pipe condition, wall thickness, and line sizing.
System Isolation and Safety Controls
- A detailed LOTO plan should be developed and executed to:
- Safely isolate the affected section of the refrigeration system.
- Pump down the isolated portion prior to tie-in activities.
- Methods for safely displacing residual refrigerant vapor should be considered before:
- Cutting
- Welding
- Other hot work begins
Code Compliance and Testing
- End-user interpretations of the ASME B31.5 requirements may vary and should be clarified early in the planning process.
- After the completion of the physical tie-in:
- Non-destructive testing (NDT) is typically performed to verify weld integrity.
- The new section is pressurized and carefully leak-checked prior to reintroducing the refrigerant.
- Test pressures and pressurization methods can vary by facility, often based on code interpretation, with common concerns including:
- The ability of existing tie-in valves to withstand test pressures of 1.1 times the design pressure.
Documentation and Recordkeeping
- Regardless of the specific procedures used, facilities are responsible for:
- Collecting all required documentation.
- Maintaining proper records of the tie-in process.
- Comprehensive documentation supports regulatory compliance, system integrity, and future maintenance activities.
Safety, PSM, and Mechanical Integrity
For retrofits involving ammonia refrigeration systems, the proactive integration of process safety management (PSM) is a criterion for success, not an optional consideration. PSM requirements must be embedded throughout the project life cycle, from the very beginning during early planning and continuing through commissioning. PSM documentation updates should be treated as core project deliverables rather than post project cleanup tasks. In accordance with OSHA’s PSM standard 29 CFR 1910.119(I), any modification that is not a “replacement in kind” must follow the Management of Change (MOC) workflow.
Management of Change (MOC)
- The Management of Change (MOC) process serves as the formal framework for:
- Evaluating the proposed system modifications.
- Assessing the impacts on safety, operations, and compliance.
- Justification must be provided to explain why the retrofit is necessary. Common examples include:
- Replacing an obsolete component.
- Increasing capacity.
- Improving efficiency.
- Addressing a PHA recommendation.
- Confirm that the change is not a “replacement-in-kind” (i.e., an identical component swap), thereby formally triggering the MOC workflow.
Risk Analysis and Safety Reviews
- Key PSM-related activities should include:
- Process hazard analysis (PHA)
- Standard operating procedures (SOPs)
- Mechanical integrity (MI)
- Completion of the PHA prior to final construction document development is critical to:
- Identify hazards early.
- See that safeguards and controls are included in the design and scope of work.
- Incorporate risk mitigation measures into the design before construction begins.
- Verify that all new components meet applicable design codes and standards.
Documentation and Procedure Updates
- The project scope should include updating all PSM-required documentation to reflect the final as-built conditions, including:
- P&IDs updates: All P&IDs must be updated to represent the as-built state of the system’s modification. This includes a formal red-line set of P&IDs during the construction phase and an officially issued as-built set after completion.
- Process safety information (PSI): Updating equipment lists, mass and energy balances, system inventories, ventilation calculations, and relief vent system calculations, as applicable.
- Updating inspection, testing, and preventive maintenance (ITPM) plans.
Pre-Startup Safety Review (PSSR)
- A PSSR is required before ammonia can be introduced into the modified section of the system. This verification typically involves confirmation of the following:
- Construction and equipment are compliant with design specifications.
- Safety, operating, maintenance, and emergency procedures are in place, as necessary.
- A PHA has been performed, and the recommendations have been implemented.
- Required training has been completed by the necessary employees.
Modernizing Refrigeration Controls
One of the most impactful upgrades during a retrofit is the upgrade to refrigeration controls, which involves the replacement of an outdated system with a modern PLCbased platform. This type of upgrade presents a set of unique technical challenges, particularly since it is difficult to shut down an entire facility system to enable the swap. Consequently, the project may require a careful phased cutover, involving the migration of control of individual components (i.e., one compressor, one condenser, or one evaporator group) over a series of scheduled downtimes. This requires the project team to trace and verify each input and output point from the field devices to the new controller. Simultaneously, programmers must work closely with experienced plant operators to ensure that the new sequence of operations replicates the old logic and improves upon it, typically by incorporating more robust safety interlocks and more efficient control strategies.
Financial and Economic Considerations
From an owner’s perspective, any facility retrofit is a significant capital investment that must be justified by one of two primary business drivers: ROI or business continuity. Indeed, the most compelling projects often satisfy both requirements. Business continuity serves as a powerful defensive driver; this strategy focuses on mitigating risks that threaten the facility’s long-term license to operate. These risks include regulatory mandates like the AIM Act, the potential for catastrophic failure from obsolete equipment, or the inability to meet modern food safety and quality standards. In such cases, the investment is not a choice but a necessity to secure the future of the facility.
While business continuity ensures that the plant can continue to operate, a strong ROI makes the project an offensive strategy that actively improves its bottom line. The business case for ROI is built on a combination of tangible efficiencies, such as reduced energy consumption, lower labor costs through automation, or decreased product loss, as well as intangible benefits such as improved safety and corporate sustainability. This case can be further strengthened by aggressively pursuing federal and local utility incentives, as they can significantly accelerate the payback period and improve the overall ROI.
Successfully managing this capital requires an acknowledgment of the inherent risks of retrofit projects. A detailed budget, derived from a thorough upfront facility assessment, is essential to prevent unforeseen costs. However, it must be paired with a dedicated contingency fund—typically 10–20% of the project cost. This contingency is not a sign of poor planning; rather, it serves as a critical instrument of financial control, allowing the team to address the inevitable surprises of working in an aging facility without derailing the project or requiring emergency capital requests. Strong project management, guided by a well-defined scope and a formal MOC process, is the final element required to prevent scope creep and ensure that the investment delivers its intended value on time and on budget.
Market-Specific Considerations
While many retrofit challenges are universal, specific product and process demands in different F&B markets can create unique obstacles that must be addressed. A successful retrofit requires a comprehensive understanding of these market-specific nuances, which typically falls to the owner in close collaboration with the architects and engineers. In addition, USDA and FDA considerations must be incorporated into the basis of design and carried out through construction. Successful retrofits are ultimately tied to protecting product integrity and optimizing the core business of the facility.
Protein (Meat, Poultry, Fish)
While precise temperature and humidity control are key components of protein facilities, the most significant challenge during a retrofit is maintaining the strict sanitary design principles and preventing cross contamination, especially between raw and ready-to-eat (RTE) zones. In a USDA-inspected environment, construction work itself can inadvertently create vectors for pathogens if not rigorously managed. Every decision must therefore be viewed through the lens of regulatory compliance.
This extends beyond structural requirements to ensure that all new components are durable, nonporous, and can withstand aggressive sanitation protocols without degrading, as mandated by federal sanitation standards (Sanitation, 2023).
This compliance-focused approach can directly impact refrigeration equipment specification. For example, specifying a standard commercial-grade evaporator for a raw processing room can lead to significant compliance issues: galvanized components may corrode under caustic washdowns, and tightly spaced fins can make thorough cleaning impossible, creating a haven for pathogens. Proper specification demands stainless steel construction, wider fin spacing for sanitation accessibility, and a fully welded, cleanable drain pan design. This principle extends to the construction process itself: seemingly minor details, such as a new electrical conduit running between raw and RTE areas, become a major compliance risk if the wall penetration is not properly sealed with food-safe sealant. Likewise, when pouring a new floor, including appropriate slopes to drains is a food-safety mandate, preventing pooling water that could become a breeding ground for pathogens. These examples illustrate that refrigeration equipment design and construction details are inseparable from food safety in protein facilities.
Dairy and Frozen-Prepared Foods
In the dairy and frozen-prepared food markets, the challenges of integrating process cooling and navigating tight physical spaces are exacerbated by strict regulatory oversight from the FDA. During a retrofit, the major challenges are ensuring the hygienic design of any new equipment and preventing allergen cross-contamination. Since many facilities in this sector handle multiple allergens, such as milk, wheat, soy, or nuts, the construction process itself represents a significant food safety risk. A robust retrofit plan must extend beyond logistics and scheduling and include detailed protocols for dust containment and sanitation, thereby protecting the integrity of adjacent production lines.
Hygienic design principles are nonnegotiable when specifying new equipment. For example, when retrofitting a line to include a new spiral freezer, simply selecting a unit that meets the cooling load is insufficient: if the freezer is designed with tightly spaced tiers or inaccessible panels, it becomes impossible for sanitation crews to properly clean and inspect all food-contact surfaces. This creates a harborage point for microbes, leading to persistent contamination issues and critical failures during FDA inspections. Similarly, construction dust must be treated as a potential carrier for allergens. Even a simple act like cutting a new wall penetration for refrigeration piping can have disastrous consequences if not properly contained with negative air pressure and physical barriers. If dust-carrying nut proteins from another area migrate and settle on a “nut-free” product line, this can trigger a full-scale, brand-damaging product recall.
Cold Storage and Distribution
In the cold storage and distribution market, the primary focus is on achieving energy efficiency at a massive scale. Specifically, the primary goal is to maintain a stable, consistent temperature throughout a vast space while managing constant heat infiltration from loading docks. The single greatest challenge in a cold storage retrofit is that the warehouse is almost always filled with temperature-sensitive products. Emptying a 200,000-square-foot freezer for an upgrade is financially and logistically infeasible. Consequently, work must be carefully phased by section, which involves the monumental task of relocating thousands of pallets of products to create a safe work zone. For example, when replacing ceiling-hung evaporator units, strict protocols must be in place to protect products below from debris or potential refrigerant leaks.
A more common driver for cold storage retrofits is the desire to reduce the staggering energy costs through automation. Upgrading to a modern, computer-based control system with features such as automatic defrost cycles, floating head pressure controls, and variable speed drives on fans and compressors can deliver significant ROI. The primary challenge is the “hot cutover” from the old system to the new one. This process must be flawlessly executed to avoid the loss of temperature control and requires extensive preplanning, parallel testing, and a detailed commissioning plan to ensure a seamless transition without jeopardizing millions of dollars of inventory.
Case Studies: Retrofitting in the Real World
Case Study 1: Lessons from a Complex Process Line Retrofit
A recent process line retrofit at a major food manufacturing facility illustrates the risks of relying on outdated documentation in a complex project. The scope involved a highly intricate refrigeration and HVAC system designed to serve multiple new production zones, each with distinct temperature and humidity setpoints. Despite the resilience and effective communication within the project team in addressing several obstacles, the project was significantly challenged by unforeseen conditions founded on inaccurate as-built drawings that no longer reflected the state of the 30-year-old facility.
During execution, the team encountered major conflicts between new structural steel and existing utility mains that were not documented in the facility’s P&IDs or construction drawings. This discrepancy, coupled with the intricate routing of the new HVAC ductwork and ammonia piping, forced costly and time-consuming field modifications. Although the project was ultimately completed successfully due to the team’s rapid problem-solving capabilities, it remains a critical lesson in the high cost of reactive decision-making. This case study shows that even the most capable team cannot fully mitigate the significant impacts that discovering documentation gaps mid-construction has on the project budget and schedule.
This case study highlights that project success is not only about overcoming challenges as they arise, but about proactively identifying and eliminating them before they impact the field. The key takeaway was the need for a more robust preconstruction process. Key lessons for improvement obtained from the project review were as follows:
- Implement comprehensive 3D laser scanning: A full 3D scan of the project area during the initial assessment would have allowed for the creation of a digital twin of the existing conditions. This would have identified the structural and utility conflicts during the design phase, allowing them to be resolved within the digital model at minimal cost rather than in the field at great expense.
- Early assessment to verify as-built state: Before finalizing the design, a step should have been implemented in which engineers and key trade partners physically walk down and verify all existing drawings and P&IDs against actual field conditions.
- Enhance contractor integration in design: Involving the lead mechanical and electrical contractors during the late stages of the design process would have leveraged their field knowledge and experience. Their practical experience could have helped identify potential constructability issues and routing conflicts that are not always apparent on paper.
Case Study 2: Freezer and Cooler Spiral Replacement in a Fast-Paced Environment
This case study of the replacement of a freezer spiral in an active production facility offers a valuable lesson in the critical importance of establishing and maintaining firm project boundaries. The primary objective of the project was a like-for-like replacement, a scope that should have been straightforward. However, the project team’s commendable desire to be collaborative and responsive to the client’s needs inadvertently led to significant scope creep. Several small, informal requests from various plant stakeholders were accommodated throughout the project. Although each request was seemingly minor in isolation, they collectively had a significant impact on both the schedule and budget.
This “death by a thousand cuts” scenario strained resources and blurred lines of responsibility, transforming a well-defined project into a fluid, reactive engagement. Although the agility of the project team ultimately resulted in the successful installation of the new spiral, the lack of a structured process for managing clientdriven changes resulted in preventable budget overruns and schedule delays. It became clear that being an effective partner requires not just accommodating client requests but also implementing a disciplined project management framework to evaluate the true cost and impact of those requests before they are executed.
The project review process revealed that while technical execution was strong, project controls could have been significantly improved. The primary lesson was that welldefined processes can protect both the client and the project team from the negative consequences of uncontrolled change. The following improvements were identified:
- Establish a formal RACI chart: A RACI (Responsible, Accountable, Consulted, Informed) chart should have been developed and signed off at the project’s inception. This would have clearly defined who had the authority to request, approve, and implement changes, preventing conflicting directives from different plant personnel.
- Enforce a strict change management process: A formal change order process was needed rather than simply relying on informal agreements. This would have ensured that every requested deviation from the original scope would have been documented, its impact on cost and schedule formally assessed, and written approval from the designated project sponsor obtained before any new work began.
- Define clear scope boundaries in the charter: The initial project charter should have been more explicit, defining not only what was included in the project but also what was specifically excluded. This would have empowered the project manager with a clear, pre-agreed-upon mandate to decline requests that fell outside the project’s established boundaries.
- Designate a single point of contact: All scope change requests should have been funneled through a single, authorized client-side point of contact. This would have streamlined communication and prevented the project team from being pulled in multiple directions by various stakeholders.
Conclusion
Retrofitting an operating food facility presents challenges that are both diverse and complex. The success of the project depends on far more than robust engineering design alone.
- Effective retrofit execution requires a strategic, holistic approach that includes:
- A data-driven pre-retrofit assessment to clearly define the project scope and uncover latent risks.
- Disciplined logistical planning to minimize downtime while maintaining food safety.
- Comprehensive technical knowledge and experience to integrate new technologies with legacy systems.
- The case studies presented in this paper reinforce a critical insight:
- The most valuable lessons emerge at the intersection of engineering, construction, and plant operations.
- Successful outcomes are driven by collaboration across disciplines rather than by isolated technical excellence.
- In brownfield environments, the following are not optional best practices but essential ingredients for success:
- Proactive and transparent communication.
- Strong stakeholder alignment.
- A resilient, adaptive project management strategy.
Looking Ahead
- Industrial refrigeration systems will become increasingly integrated with the facilities they serve. For refrigeration professionals, this evolution reinforces the central message of this paper:
- We must look beyond pipes and valves.
- We must understand broader business objectives.
- We must appreciate the challenges faced by colleagues across other disciplines.
- By championing a collaborative, cross-functional approach:
- Professionals move beyond task execution.
- They become strategic partners for facility owners.
- They help guide investments that are not only necessary today but also smart, sustainable, and profitable for the future.
References
Burns & McDonnell. (n. d.). Making the Optimal Choice for Your Manufacturing Operations: Expanding vs. Building New. Burns & McDonnell. Burns & McDonnell. https://info.burnsmcd.com/article/making-the-optimal-choice-for-yourmanufacturing-operations-expanding-vs-building-new
Burns & McDonnell. (2022, September 14). 3D laser scanning technology can give construction teams an edge. Burns & McDonnell. https://blog.burnsmcd.com/3dlaser-scanning-technology-can-give-construction teams-an-edge
Sanitation, 9 C.F.R. § 416 (2023). https://www.ecfr.gov/current/title-9/chapter-III/subchapter-E/part-416